通过认证
通过认证
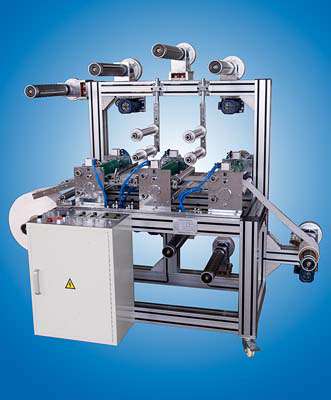
“山东省复合机生产厂家”参数说明
| 是否有现货: | 是 | 加工定制: | 是 |
| 类型: | 干式复合机 | 外形尺寸: | 800 |
| 放卷直径: | 800 | 收卷直径: | 600 |
| 电源: | 380V | 复合宽度: | 800 |
| 机械速度: | 120m/min | 品牌: | 发光 |
| 重量: | 1500KG | 复合层数: | 2 |
| 总功率: | 50KW | 型号: | 800 |
| 包装: | 标准 | 产量: | 3 |
“山东省复合机生产厂家”详细介绍
干式复合机是通过干式复合工艺将不同的塑料薄膜粘到一起形成复合薄膜的机器。干法复合工艺,就是涂胶后将胶液中的溶剂通过加热排气的方法使其充分干燥,然后在“干的”状况下进行复合。鉴于干式复合机会对不同的塑料薄膜,铝箔甚至是纸张进行复合,因此对干式复合机的要求就较高。
干式复合机安全操作规程
对于干式复合机的操作,必须严格按操作规范进行操作,避免出现安全事故,现在把干式复合机安全操作规程发布如下:
1. 操作者在开机前应将机器擦净,加润滑油,并认真检查各部件有无松动、脱落,各齿轮上有无异物,正常后方可开机。
2. 将基材按照要求穿过导向辊、张力辊、上胶胶辊、导辊和烘箱。导向辊、张力辊、基材本身应无褶皱。
3. 无特殊情况时,机器应慢速启动,停车时应先降速。
4. 基材在行走中应保持适当的张力,张力太小复合时易出现斜向皱纹;张力太大,基材在被拉伸过程中将出现纵向皱折。尤其应使两个基料的张力相协调,以免复合后两层材料应力不同而出现形变。
5. 张力调整可分别调节:卷出张力,进料张力,出料张力,卷取张力。
6. 工作中可以通过调整放料后及进入复合时各调偏滚筒的左右进出,消除斜向皱纹,由于各固定滚筒的平行失准也会出现皱纹,则应及时调整。
7. 上胶网纹辊及其橡胶辊不能沾上油脂或异物,工作前需空车转动网线辊,使网线辊带上一层均匀的胶水,二辊表面不能有干结的胶水或异物,用溶剂擦除,绝不允许用硬器除去。
8. 应经常调整放料轴的轴向位置,放基料行走与机器中心为准,当一卷基料放完时,换上另一筒基料用胶带使其首尾相接,不能停机或减速,连续工作。
9. 主轴上的离合器当需离合时应停车操作。
10. 烘箱的温度与车速以及胶水的配方,将直接影响复合的牢度,烘箱温度高机速可快些,但应保证溶剂挥发尽。
11. 胶水配方依据基材品种而异,胶水应充分搅拌,并随配随用。
12. 胶辊适用于醋酸乙脂溶剂。
干式复合机的维护与保养
1) 上胶辊及合辊每天工作后应将沾上的胶水擦拭干净,如有干结的胶水,绝不允许用硬器刮去。
2) 运转中每班应向卷取部分的链条、链轮加注机油2—3次,每天工作后,应将整机擦拭干净,各外漏的调节螺干、滑动面擦净后再滴注机油,每天2—3次向开式齿轮传动的齿面加润滑脂,网线上胶辊上部分胶辊两头的轴座油眼内侧加注机油。
3) 防止胶水过多而到处流挂的现象,如有应立即擦净清除,防止腐蚀。
4) 工作中不能随便打开传动防护罩及烘道,防止尘埃、杂质以及人身伤害。
5) 工作中如有异常响声应立即停机检查。
本机器参照日本富士机型的优点而开发研制的高性能高速干式复合机,主要适用于BOPP、PET、尼龙、 CPP、 CPE、 铝箔、纸张等卷状薄膜材料两层或多层复合,形成一种具有高强度、高保鲜和耐蒸煮等优良特性的包装材料。
性能特点:
★ 整机采用进口PLC进行逻辑控制及保护,提高整机的可靠性。
★ 第一、第二放卷、烘箱、收卷四段闭环恒张力,通过人工界面控制和显示。
★ 三段顶开式恒温干燥箱,进出风分层,负压设计、二次回风,既节约能源,又减少残留溶剂的含量。
★ 烘箱内导辊主动同步传动,减少材料拉伸和变形。
★ 第一、二放卷及收卷装置,采用AC减速电机,实现翻转双工位及收卷不停机自动接料,全部采用气胀轴 为装料轴。
★ 第一、二放卷(面膜和底膜),均采用EPC气液纠偏。
★ 高精度网纹辊涂布系统,气动刮刀,匀胶辊、胶剂循环装置。
★ 高精度背压三辊式复合装置,复合辊采用外循环油加热装置,使加热更均匀。
★ 涂布、复合机组采用双变频联机驱动,同步带带动箱内导辊确保同步。
★ 通过冷却辊使复合膜更平整,挺刮。
★ 收卷部分使用两部交流矢量电机控制锥度张力,气动式背压辊切刀裁切自动收卷,减少损耗。
干式复合机安全操作规程
对于干式复合机的操作,必须严格按操作规范进行操作,避免出现安全事故,现在把干式复合机安全操作规程发布如下:
1. 操作者在开机前应将机器擦净,加润滑油,并认真检查各部件有无松动、脱落,各齿轮上有无异物,正常后方可开机。
2. 将基材按照要求穿过导向辊、张力辊、上胶胶辊、导辊和烘箱。导向辊、张力辊、基材本身应无褶皱。
3. 无特殊情况时,机器应慢速启动,停车时应先降速。
4. 基材在行走中应保持适当的张力,张力太小复合时易出现斜向皱纹;张力太大,基材在被拉伸过程中将出现纵向皱折。尤其应使两个基料的张力相协调,以免复合后两层材料应力不同而出现形变。
5. 张力调整可分别调节:卷出张力,进料张力,出料张力,卷取张力。
6. 工作中可以通过调整放料后及进入复合时各调偏滚筒的左右进出,消除斜向皱纹,由于各固定滚筒的平行失准也会出现皱纹,则应及时调整。
7. 上胶网纹辊及其橡胶辊不能沾上油脂或异物,工作前需空车转动网线辊,使网线辊带上一层均匀的胶水,二辊表面不能有干结的胶水或异物,用溶剂擦除,绝不允许用硬器除去。
8. 应经常调整放料轴的轴向位置,放基料行走与机器中心为准,当一卷基料放完时,换上另一筒基料用胶带使其首尾相接,不能停机或减速,连续工作。
9. 主轴上的离合器当需离合时应停车操作。
10. 烘箱的温度与车速以及胶水的配方,将直接影响复合的牢度,烘箱温度高机速可快些,但应保证溶剂挥发尽。
11. 胶水配方依据基材品种而异,胶水应充分搅拌,并随配随用。
12. 胶辊适用于醋酸乙脂溶剂。
干式复合机的维护与保养
1) 上胶辊及合辊每天工作后应将沾上的胶水擦拭干净,如有干结的胶水,绝不允许用硬器刮去。
2) 运转中每班应向卷取部分的链条、链轮加注机油2—3次,每天工作后,应将整机擦拭干净,各外漏的调节螺干、滑动面擦净后再滴注机油,每天2—3次向开式齿轮传动的齿面加润滑脂,网线上胶辊上部分胶辊两头的轴座油眼内侧加注机油。
3) 防止胶水过多而到处流挂的现象,如有应立即擦净清除,防止腐蚀。
4) 工作中不能随便打开传动防护罩及烘道,防止尘埃、杂质以及人身伤害。
5) 工作中如有异常响声应立即停机检查。
本机器参照日本富士机型的优点而开发研制的高性能高速干式复合机,主要适用于BOPP、PET、尼龙、 CPP、 CPE、 铝箔、纸张等卷状薄膜材料两层或多层复合,形成一种具有高强度、高保鲜和耐蒸煮等优良特性的包装材料。
性能特点:
★ 整机采用进口PLC进行逻辑控制及保护,提高整机的可靠性。
★ 第一、第二放卷、烘箱、收卷四段闭环恒张力,通过人工界面控制和显示。
★ 三段顶开式恒温干燥箱,进出风分层,负压设计、二次回风,既节约能源,又减少残留溶剂的含量。
★ 烘箱内导辊主动同步传动,减少材料拉伸和变形。
★ 第一、二放卷及收卷装置,采用AC减速电机,实现翻转双工位及收卷不停机自动接料,全部采用气胀轴 为装料轴。
★ 第一、二放卷(面膜和底膜),均采用EPC气液纠偏。
★ 高精度网纹辊涂布系统,气动刮刀,匀胶辊、胶剂循环装置。
★ 高精度背压三辊式复合装置,复合辊采用外循环油加热装置,使加热更均匀。
★ 涂布、复合机组采用双变频联机驱动,同步带带动箱内导辊确保同步。
★ 通过冷却辊使复合膜更平整,挺刮。
★ 收卷部分使用两部交流矢量电机控制锥度张力,气动式背压辊切刀裁切自动收卷,减少损耗。